CDN NEWS |
CDN NEWS |  US NEWS
US NEWS 




![]()
Bitumen is produced from the Canadian oil sands by a variety of techniques, predominately mining or steam assisted gravity drainage wells. It is a high molecular weight, complex hydrocarbon that has a very high viscosity. At 30⁰C, it is not uncommon to see viscosity in the 100,000 cP range, which is about the consistency of peanut butter ! In order to make it flow, processing facilities typically keep the bitumen hot, since the viscosity decreases exponentially with temperature. However, in order to transport it through pipelines, the bitumen is typically diluted with natural gas condensate and perhaps butane.

Pipeline companies have stringent product quality requirements related to many aspects of the crude oil or diluted bitumen composition. Two common ones are viscosity and vapor pressure. In order to minimize and control the amount of energy it takes to pump the diluted bitumen, the viscosity must be reduced. To create a fluid capable of transportation by pipeline, bitumen must be mixed with a fluid that has much lower viscosity and will keep bitumen from precipitating out of the mixture. The blend ratio may consist of 25 to 55% diluent by volume, depending on characteristics of the bitumen and diluent, pipeline specifications, operating conditions, and other requirements. The addition of diluent, however, raises the vapor pressure of the mixture and the pipeline also has a specification on vapor.
It is desirable to minimize the amount of diluent added since any volume of diluent added reduces the amount of product that can be shipped, at 33% diluent only 2/3 of every barrel of product in the pipeline is produced bitumen. Reducing the diluent lowers the cost as well, since diluent must be purchased by the supplier. Butane is much less expensive than natural gas condensate, but the addition of butane can increase the vapor pressure dramatically. All of these factors combine to create an opportunity for optimization of the blend composition, minimizing cost by adding as much butane as possible to not increase the vapor pressure beyond specification and also by minimizing the amount of condensate used and thereby reducing condensate costs and allow more produced product to be shipped.
In an ideal scenario, online analyzers would be used to monitor the vapor pressure and the viscosity of the blended product, and algorithms developed to optimize the blend ratios to maximize profits. While online viscometry has been available for diluted bitumens, the vapor pressure measurement has historically been complicated by the aggressive characteristics of the product, including high viscosities, asphaltenes, micro carbon residue and BS&W. These complexities greatly impact the reliability of standard online vapor pressure analyzers, which use very small flow paths and moving pistons to determine the product vapor pressure.
Recently, the online vapor pressure measurement of diluted bitumen was accomplished using an online near infrared spectrometer. The JP3 VeraxTM is a process hardened spectrometer using a patented broadly tuned laser to measure the near infrared spectrum of hydrocarbon fluids in real time. It has seen wide acceptance in the hydrocarbon processing industry, from gas plants to fractionation units to pipeline quality analysis, with a large percentage of their installations in the USA. However, it had never been specifically applied to diluted bitumen measurements and the online measurement of vapor pressure.
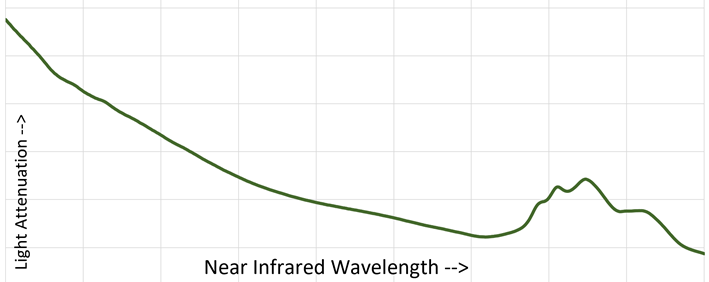
FIGURE 1 – Near Infrared Spectrum of a Diluted Bitumen Sample
The VeraxTM uses a near infrared laser that is coupled to a flow measurement cell by fiberoptics. The wavelength of the laser source is swept over a wide range and enables the device to take a complete spectrum in milliseconds. A sample spectrum of diluted bitumen is shown in Figure 1.
Advanced numerical analysis methods convert the measured spectrum to actionable data, such as chemical compositions or physical properties such as vapor pressure. The technology has multiple advantages in difficult process applications such:
- Large diameter flow paths that don’t plug easily
- Measure at operating temperatures and pressures
- No moving parts
- Extremely fast response (<30 seconds)
Then analyzer and sample flow system were installed at a bitumen blending facility in Alberta. The flow panel (right) is mounted right at the blending skid and a small slipstream of the blended bitumen is allowed to flow to the flowcell at the lower right of the panel. The panel is designed for 1500# Ansi applications and is electrically rated for Class 1 Div 1 installation. The “brains” of the system is the white box shown at upper left, which houses the spectrometer and single board computer. Note that one such spectrometer can operate up to four flow panels for multi-stream applications. A custom HMI is built for the application.

FIGURE 2 Installation of the sample panel (right), Near Infrared Analyzer (upper left) and HMI (lower left) at a diluted bitumen blending facility.
The measurement capabilities are developed by building a mathematical model which converts the measured spectra to information on the desired property of interest. This is done by comparing lab results to the spectra and developing the correlations. A model was developed and optimized over two weeks and used to provide accurate predictions of the vapor pressure. Typical data are shown in Figure 3 below. In this figure, the X-axis is the lab data for the measured vapor pressure (measured by ASTM-D6377 VPCR4). The Y- axis is the predicted vapor pressure based on the near infrared spectrometer. The data points shown in grey were used to build the model, while the data points shown in red were independent test samples.

FIGURE 3 Comparison of Reference Method to Online Analyzer Results
The online analyzer results compare very well to the lab results, and the model predictions are within +/- 2 kPa of the lab data. This is exceptional since the lab method itself only predicts a repeatability of 2.48 kPa. The strong 1:1 correlation between the online analyzer and the lab data is obvious, and the online analyzer provides continuous real time update every 1 minute, allowing for continuous and real time optimization. The online analyzer is virtually maintenance free, operating 24/7/365 for process control applications.
For more information:
Verax CTX
Product Line Card
Follow us on LinkedIn
Website
Youtube
Share This: